OEEを考慮した機械整備
生産性 × 品質 × 稼働率 この3つの指標を掛け合わせることにより求められる総合設備効率(OEE: Overall Equipment Effectiveness)は、85.6%以上が世界水準の値として知られています。この指標は設備の効率を表す重要なKPIであり、設備管理や生産性向上において欠かせない評価指標です。特に機械整備は、OEEの中でも稼働率(可動率)に大きい影響を与えます。今回は、機械整備とOEE(総合設備効率)の関係について解説していきます
OEEとは何か
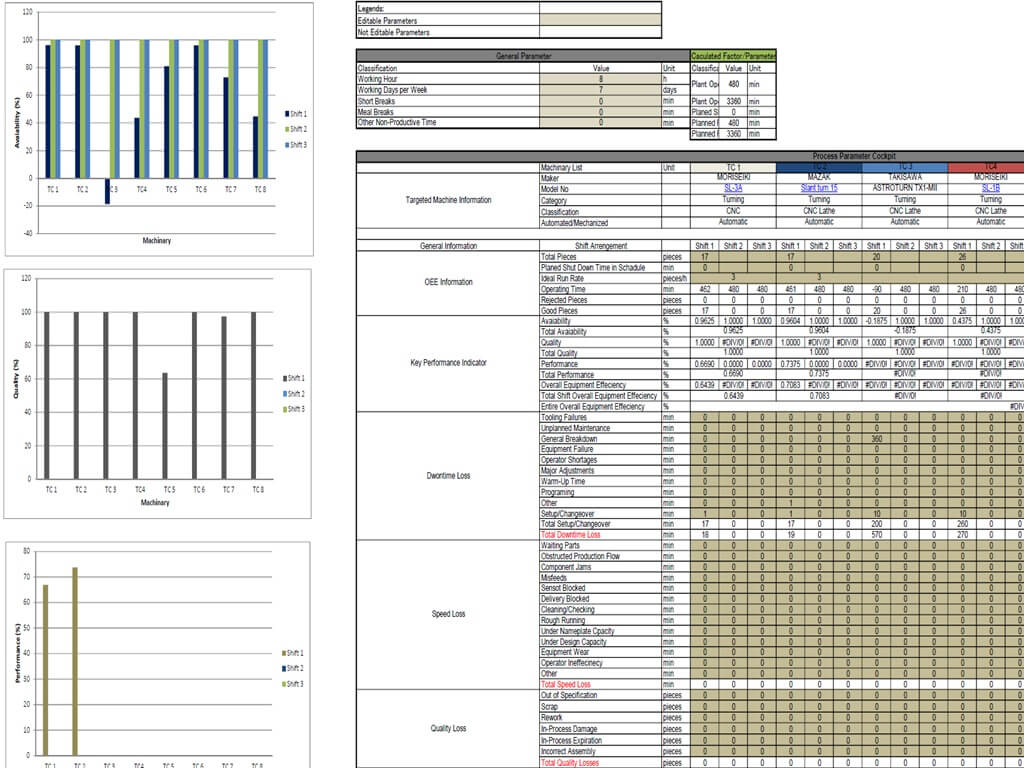
総合設備効率(OEE: Overall Equipment Effectiveness)は、連続生産方式の工場において各設備の稼働率を評価する重要な指標として利用されます。それぞれ3つの指標には対応する計算式があり、対象となる設備ごとに設定・データ収集を行う必要があります
この総合設備効率(OEE)は、従来は6 Big Loss(6大ロス)として定義されていましたが、2026年現在では7 Big Loss(7大ロス)として再定義される動きが見られます。設備ごとに7 Big Lossを改善することにより、設備の稼働率を向上させ、工場全体の生産性向上を図ることが可能となります
インターネット上を調査したところ、OEEを現場で活用するために必要な計算や指標管理を体系的にまとめたエクセルファイルはほとんど存在せず、断片的な情報が散見される状況です。そのため、実務で活用するためには多くの情報収集と整理が必要になると考えられます。 OEEの利点は、さまざまな製造業における設備の稼働率を横断的に比較できる点にあります。特に、24時間365日稼働するプラントやインフラ設備の設備保全・設備管理において広く活用されており、85.6%以上を維持することが一つの評価基準とされています

OEEと機械整備の関係
機械の停止には大別して2つの停止が存在します。1つは突発的に発生する停止であり、通常ダウンタイム(設備停止)と呼ばれる予期せぬ故障による停止です。もう1つは計画停止と呼ばれ、段取り替えや調整作業などによる停止を指します。計画停止については、リーン生産方式における段取り改善手法であるSMED(シングル段取り替え)などを活用し、徐々に停止時間の短縮を行うのが一般的です
緊急停止を意味するダウンタイムは、総合設備効率(OEE)における稼働率(可動率)を大幅に低下させる要因となります。特に機械が24時間365日稼働しているプラントやインフラ業界では、定期整備を実施することで機械の緊急停止を未然に防ぐ予防保全(Preventive Maintenance)が行われています。しかし、予防保全を実施してもダウンタイムを完全にゼロにすることは難しいのが現実です
このような状況に対応するため、KBKエンジニアリングでは機械整備で入荷した設備に対し、適切な整備を実施しています。分解整備時に発見された摩耗や損傷を受けた部品が次回整備まで安定稼働できるかを、技術者の経験と実績に基づいて判断し決定しています。コスト・ダウンタイムリスク・設備保全効率といった経済的指標も考慮し、適切かつ付加価値の高い提案を行い、顧客と共に問題解決を図っています


整備後の出荷の先に見るコスト削減
入荷した機械を整備し客先へ送り返し工場の安定動作に貢献するだけではなく、工業経済の領域である様々な指標を考慮しコストダウンを客先と共に考えることもKBKエンジニアリンでは可能となります。工場の各設備の指標を定量的に評価するOEE、それを改善することにより最終のコスト指標であるTCOの削減までをも考慮に入れています。コンサルティングの領域であるこれらの考え方を備えた技術者が機械整備から機械加工、図面化、コスト削減と全領域を客先と一緒に進めています
