4tクラスの海外製大型減速機を整備
スパイラルベベルギヤが使われている、海外製の大型減速機の整備。歯車部が折れたピニオン軸の製作、ピニオン軸の相手となるスパイラルベベルギヤの製作をして、駆動部品を新規製作しました。軸受やオイルシールが入る嵌め合い部は補修を行ない、規格に合わない部分は改造をしてコストダウンを図りました。海外の製造元も合併で廃業したため、整備できる会社がなければ、機械を廃棄せざる負えない状態でした。
荷受けと分解
 ケーシングの油汚を清掃した後、分解を始めます。高さ1.5m、径1.2m程ですが、大きさの割に重量があり、重厚な作りの減速機です
ケーシングの油汚を清掃した後、分解を始めます。高さ1.5m、径1.2m程ですが、大きさの割に重量があり、重厚な作りの減速機です
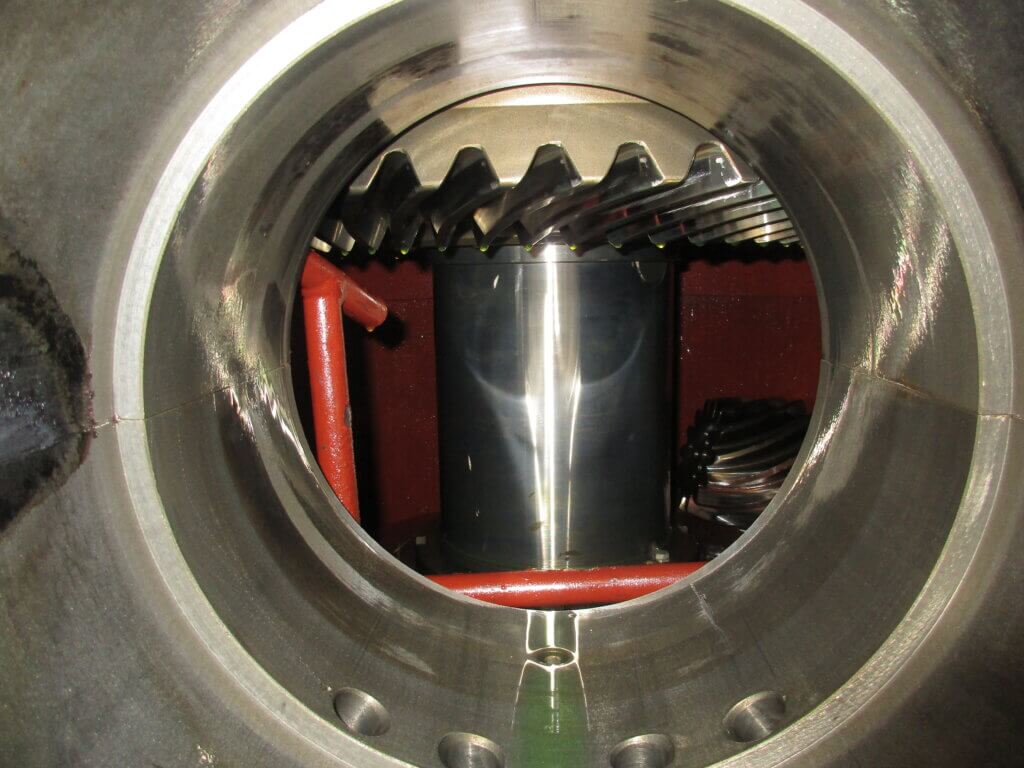 入力軸を取外して中を覗いたところ、完全にピニオンギアの歯車部分が折れて、ケーシングの中に落ちていました
入力軸を取外して中を覗いたところ、完全にピニオンギアの歯車部分が折れて、ケーシングの中に落ちていました
 上側のケースを外したところ、折れたピニオン軸の歯車部分が見えてきました。ケーシング内部の削られた跡は少ないようです
上側のケースを外したところ、折れたピニオン軸の歯車部分が見えてきました。ケーシング内部の削られた跡は少ないようです
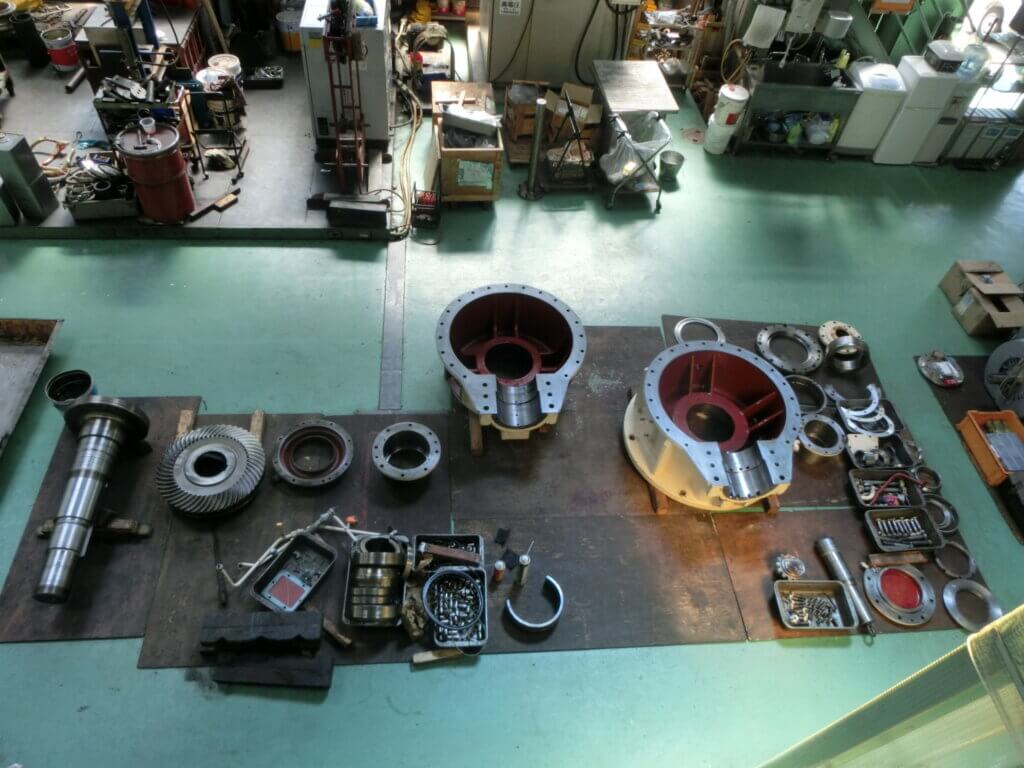 分解が完了しました。左側に見えるのがスパイラルベベルギアです。ケースもかなりの大きさです
分解が完了しました。左側に見えるのがスパイラルベベルギアです。ケースもかなりの大きさです
減速機の内部を点検
分解が完了したので、それぞれの構成部品の検査を行いました。機械の使用目的や周囲の環境、荷重のかかり方など様々な情報を総合して、補修が必要な部分を判断していきます。
 スパイラルベベルギヤ歯面を検査しています。ピニオン側の折れた歯車の接触と考えられる傷跡が無数に観察されました。歯面はきれいなのですがこのままでは使用できないので、製作になります
スパイラルベベルギヤ歯面を検査しています。ピニオン側の折れた歯車の接触と考えられる傷跡が無数に観察されました。歯面はきれいなのですがこのままでは使用できないので、製作になります
 ピニオン側の折れた歯車の部分です。軸受近傍のr部分より折れてしまっています。軸受の嵌め合い部不良による交番荷重による影響と推察しました
ピニオン側の折れた歯車の部分です。軸受近傍のr部分より折れてしまっています。軸受の嵌め合い部不良による交番荷重による影響と推察しました
 軸受が入るケースも、外輪が嵌る部分の寸法が悪くなっているため、補修が必要です。構造上重要となる部分の要素も同時に測定して、再びギヤの破損が起こらないように補修します
軸受が入るケースも、外輪が嵌る部分の寸法が悪くなっているため、補修が必要です。構造上重要となる部分の要素も同時に測定して、再びギヤの破損が起こらないように補修します
 出力軸の嵌め合い部も寸法と面が悪くなっていたことから、補修を行うほうが良いと判断しました。黒くなっている部分は腐食による影響とみられます
出力軸の嵌め合い部も寸法と面が悪くなっていたことから、補修を行うほうが良いと判断しました。黒くなっている部分は腐食による影響とみられます
スパイラルベベルギアの製作、補修後の部品状態
 完成した歯車の写真です。熱処理時の黒皮がついてしまっているので、きれいに手入れした後組み立てます
完成した歯車の写真です。熱処理時の黒皮がついてしまっているので、きれいに手入れした後組み立てます
 折れたピニオンギアの製作も完了しました。同じような折れ損傷が発生しないように改良も施しています
折れたピニオンギアの製作も完了しました。同じような折れ損傷が発生しないように改良も施しています
 ベアリング外輪が入るケースも補修を行いました。寸法と構造上重要な部分についても、今回の損傷を踏まえて公差を変更して仕上げました
ベアリング外輪が入るケースも補修を行いました。寸法と構造上重要な部分についても、今回の損傷を踏まえて公差を変更して仕上げました
 出力軸の嵌め合い部も通常用いる公差を変更して補修しています。使用状況や損傷具合を加味してメッキでの補修を行ないました
出力軸の嵌め合い部も通常用いる公差を変更して補修しています。使用状況や損傷具合を加味してメッキでの補修を行ないました
組み立て開始
 製作したスパイラルベベルギア、補修部品は数点と多くなりました。ケースもきれいに掃除して組み立てを始めます
製作したスパイラルベベルギア、補修部品は数点と多くなりました。ケースもきれいに掃除して組み立てを始めます
 出力軸にスパイラルベベルギアを入れて、上ケースをはめています
出力軸にスパイラルベベルギアを入れて、上ケースをはめています
 ケースをはめた後、入力側のピニオンギアと出力軸のスパイラルベベルギアの噛み合わせを確認しています
ケースをはめた後、入力側のピニオンギアと出力軸のスパイラルベベルギアの噛み合わせを確認しています
 組み立てが完了した後、きれいに塗装して出荷を待っています
組み立てが完了した後、きれいに塗装して出荷を待っています
補修ができないような状況でも諦めてはいけません
KBKエンジニアリングでは海外製の機械であっても、国内での構成部品の製造、消耗部品の海外調達および、国内仕様への改造を行なうことで、廃却をせずに、機械を使い続けられるように整備した実績があります。ギヤの歯が欠けてしまった、海外から部品が手に入らないなど、お持ちの機械が廃棄か存続かの岐路に立たされた場合、当社にご連絡ください。